You can have any colour, as long as it's black
Motor vehicle manufacturing as a parallel
to document engineering
By
Tony Self
An allegory is a means of representing an idea using symbolic
representation. It is a kind of extended metaphor. It occurs to me that motor
vehicle manufacturing can be used as an allegory for the business of technical
communication. Let me explain... from the beginning.
The motor car was invented in Europe (Germany, to be specific), and at
the start of the 20th Century, most motor vehicles were made in Europe. We may
think of the United States as the home of the motor car, but in 1902, a total
of 314 cars was produced in America. By contrast, the most prolific motor
manufacturing country, France, produced 23,000 cars in that same year. Belgium
was producing far more cars than the US. But just four years later, in 1906,
the USA overtook all other car manufacturing nations when it produced 58,000
cars. So how did the US transform from a car manufacturing backwater to a
powerhouse? One reason was that America was a wealthy country, and at the start
of the 20th century, only rich people could afford cars. Although America had
lots of rich people, for motor vehicle manufacturing to be a big industry, it
needed to develop a mass market.
The man credited with working out how to create a mass market for cars
was Henry Ford. He started with the premise that for more people to be able to
afford cars, cars needed to be cheaper. This idea sounds simple enough, but in
reality, it meant bringing the cost of a car down from around $4000 (twice the
average annual income) to less than $1000. Different manufacturing ideas had
already been introduced, such as outsourcing (the Olds company came up with
this when their factory burned down) and using standardised parts that could be
interchanged among several models (an idea developed by Cadillac). Remember,
this is an allegory, so the words
"outsourcing" and
"interchange" are important to note.
In 1908, Henry Ford introduced the
"assembly line" for motor vehicle construction. The first car
model to be produced on the production line was the Model T. The assembly or
production line replaced the
"coachbuilding" method of building cars (where cars were built
individually, one by one).

The Model T Ford
Ford's assembly line was what we would now call
"transformative process engineering". The assembly line was built on
a foundation of standardisation: standard processes to produce simple
components in a standardised production system. To understand how
standardisation created such an opportunity for efficiency, we need to know the
methods that preceded those of Ford. (The terms
"standard processes",
"simple components", and
"standardised production systems" are key to the allegory.)
Coachbuilding Tradition
Before the assembly line, motor vehicles were made by artisans.
Purchasing a motor vehicle was a two-step process: first you would buy a
chassis (from a
"chassis maker"), and then you would take it to a
"coachbuilder". The chassis maker would supply the chassis,
the drive train (engine, gears, axles and wheels), the suspension, the
radiator, and the steering system. The coachbuilder would build a body for the
chassis to suit the customer's needs. If the customer needed four seats, the
coachbuilder would build a four-seat cabin. If the customer needed a small
truck, the coachbuilder would build a two-seat cabin with a tray on the same
chassis. The chassis maker worked in metal, and the coachbuilder worked in wood
and leather. Sometimes, chassis makers and coachbuilders would team up to offer
a packaged product. For example, Fisher Body teamed up with Cadillac to build
all the closed-body Cadillacs of the 1910s.
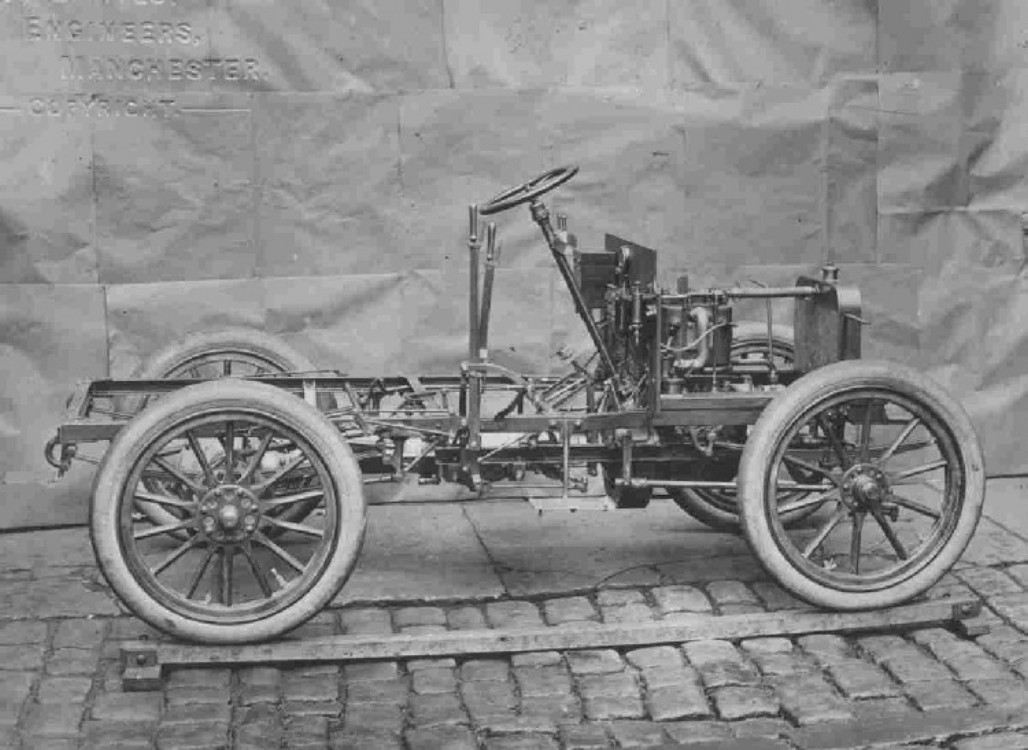
The Chassis Maker's Product - Royce 15196
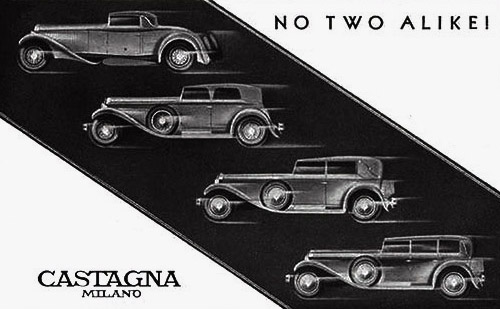
The Coachbuilder's Boast - No Two Alike
Even after Henry Ford's assembly line had transformed manufacturing
and half of all cars in America were Model Ts, coachbuilding persisted.
In sharp contrast to Ford, Rolls-Royce was very slow to embrace the
assembly line. Up until World War II, every Rolls-Royce was produced by
artisans in the coachbuilding tradition, as a rolling chassis to be later sent
to an independent coachbuilder.
In the 1960s, it became popular for the wealthy to use coachbuilders
as a way of creating exclusive and expensive versions of mass-produced
(assembly line) cars, including the humble Mini. Hooper, the Rolls-Royce
coachbuilders, created the first luxury Mini in 1963 at four times the cost of
a standard Mini. The most famous of the Hooper Minis was one owned by Peter
Sellers; this car featured a hand-stencilled wicker-work effect body
decoration. Radford Coachbuilders produced the Radford Mini de Ville, which was
snapped up by celebrities such as Britt Ekland, all four of the Beatles, Mike
Nesmith (of the Monkees), and Marianne Faithful. A standard Mini Cooper cost
850 pounds; a Radford cost 2,500.
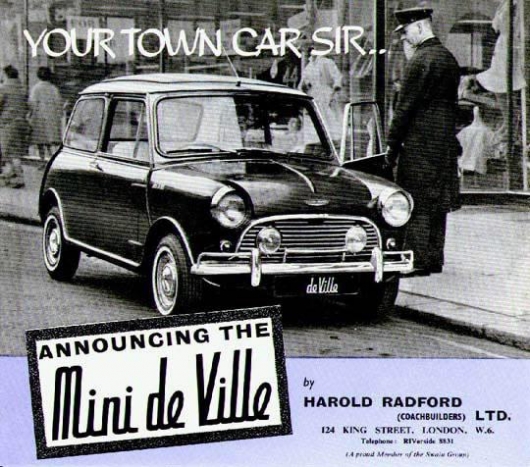
A Coachbuilt Mini for the Wealthy
Even today, over a century after the introduction of Ford's assembly
line, coachbuilders still exist, but they have become niche companies servicing
the wealthy. Car manufacturers with a reliance on coachbuilding are now all but
extinct. (The Rolls-Royce company was broken up in
1998, and the brand is now owned by BMW. Rolls-Royce cars are now produced
using assembly line techniques, with 20% of the current model Rolls-Royce Ghost
being shared components of the BMW 7 Series.)
Now remember, this is supposed to be an allegory. How is this history
of car manufacturing symbolic of the business of technical communication? I'll
get to that shortly...
Any colour, so long as it's black
The assembly line is a manufacturing process where parts are added to
a product in a sequential manner using
"division of labour", where one person repeatedly performs
only one small portion of the entire process. Practically speaking, this means
that one person's job might be to hammer the spokes into the wheels; nothing
more, nothing less. The spoke hammerer becomes an expert at spoke hammering,
and becomes more and more efficient at that task. If the spokes and the wheels
arrive at the spoke hammerer's position at exactly the right time, and this is
repeated for all the different tasks in the line, the car can be produced at
the lowest unit cost.
One of Henry Ford's famous quotes about the Model T was, "Any customer
can have a car painted any colour that he wants, so long as it is black."
The Model T only came in black because the production line required
compromise so that efficiency and improved quality could be achieved. Spraying
different colours would have required a break in the production line, meaning
increased costs, more staff, more equipment, a more complicated process, and
the risk of the wrong colour being applied.

The Model T - The Universal Car
Using the car manufacturing metaphor, we can say that technical
communication is still largely in the coachbuilding era, where artisans
hand-craft unique document products using all-in-one tools such as FrameMaker,
Word, RoboHelp, and Flare. Non-standard products with non-interchangeable
components are produced, at a cost that only the wealthy customers and
employers can afford. Technical communication as a profession risks going the
way of coachbuilders... still around, but as an eccentric coterie producing
lovely and obsolete products that very few can afford.
Sure, there has been some
"transfer of skill to the equipment" (a feature of the
"American System" of production), but not systemic changes
to the production process.
Let's look at the parallels...
Parallels
In the coachbuilding era, a single craftsman or team of craftsmen
would create each part of a product. They would use their skills (developed
over years as an apprentice) and tools to create the individual parts. Those
same craftsmen would then assemble the parts into the final product, making
"trial and error" changes in the parts until they fitted.
This is the same approach that many technical authors currently use to
produce manuals. A single author or team of authors creates each part of a
manual. They use their skills and tools such as word processors and page layout
software to create the individual chapters, pages and images. They then
assemble them into the final manual, making
"trial and error" changes to the layout until the text fits.
Let's analyse this allegory a little further. The assembly line was
made possible by two major technological developments:
- toolpath control (where
jigs and templates provided a means for repeatable, consistent use of tools)
- machine tools (such as
power drills, lathes and milling machines)
These developments not only improved quality, but enabled
"interchangeable parts". In coachbuilding, adjoining parts
were made to fit each other. In assembly lines, different parts needed to be
made in isolation, yet had to fit together when assembled. In document
engineering, the equivalent idea is known as
"interchangeability"; blocks of text from one document need
to be able to work in different documents, and content produced by different
authors and even different companies needs to be able to fit together without
rework.
The assembly line built on ideas from the
Industrial Revolution and before. The
"American System" of production of the early 19th Century
used the ideas of:
- division of labour
- engineering tolerance
- interchangeable parts
Another feature of the American system was the
"transfer of skill to the equipment", allowing the use of
semi-skilled or unskilled machine operators. When contemplating the impact of
document engineering on the technical communication profession, this is thought
provoking to say the least!
Interchangeability relies on
"tolerance", and tolerance is defined through standards.
Some people claim that moving away from coachbuilder writing will lead to a
loss of quality. Sure, there are compromises that have to be made (any colour
as long as it's black), but variety may not be quality. Mass production
requires components to be built to higher engineering tolerances than
hand-crafting. For parts to be interchanged, they have to be of consistent
quality, and a quality that is specified. Document engineering, provided it is
working to fine tolerances, produces consistently better quality than
hand-crafting.
Better, Faster, Stronger
Some technical communicators have embraced the
assembly line approach, which is cheaper, and produces a higher quality
product. (What quality actually means is for another time, but quality is not
the same as luxury. A walnut dashboard isn't necessarily better quality than a
plastic one.)
Remember Ford's aim of producing a car that costed $1000 instead of
$4000? A Model T cost $825 in 1908, but was $575 by 1912. The price of the
Model T kept dropping as the production line process was improved, and the
skills of workers developed. At the end of the production run, the price was
$300, and a total of 15 million Model Ts had been produced. Even Ford's own
factory workers could afford to buy a Model T. Without undergoing a
revolutionary change in approach, are our document products going to get
cheaper and cheaper? Not if we stick with coachbuilding!
Like toolpath control and machine tools, XML and DITA are catalysts
that can revolutionise technical communication, taking it from coachbuilding to
the assembly line and beyond. (We'll find out what followed the assembly line
later.) XML and DITA: these two
standards allow information
"interchange",
"outsourcing",
"specialisation of labour",
"simple re-usable components", and
"standardised publication systems", but they also demand
skilled technical authors. XML and DITA also make it possible to reduce the
cost of documentation to the same degree that assembly-line reduced the cost of
cars.
DITA projects sometimes fail because authors try to replicate the
coachbuilding approach. They want to keep offering manuals in a colour other
than black. Projects also fail because authors are not skilled in the new
techniques of structured, componentised, topic-centric authoring. Ford faced
the same issue of worker skills.
Ford recognised that the skills of the workers had a direct impact on
quality and efficiency, so opened a worker training college, and paid his
workers a handsome wage of $5 per day. This wage was seen as extraordinarily
high (double the going rate for factory workers), and Ford added money
management courses to the training programme to ensure his employees used their
wages responsibly! And on top of that, he cut one hour off the working day.
Ford's profit doubled in the three years after the introduction of the worker
training college.
Each Ford worker was a specialist, and was recognised as such.
Likewise, DITA authors are specialists: document engineers that need to be
recognised as such.
Many of Ford's workers were immigrants who
did not speak English, and could not read or write. The Training College
provided some of the necessary skills, but on-the-job lean training was also
employed. The assembly line divided labour into small, repeatable tasks.
Ford had built 15 million Model Ts by the time
the production line was closed down in 1927. That makes it the second largest
production run of any car (behind the VW Beetle, with 21 million). The
production line made cars affordable, and enormously expanded the market. Even
workers at the Ford factory could afford a Model T.
These days, most cars seem to be German, or
Japanese. Unless you live in the US, where most cars are American, aren't they?
In 1898, Henry Ford's company made one
Quadricycle. He made another in 1899, and a third one in 1900. These cars were
hand-built. At the zenith of Model T production, one car rolled off the
assembly line every 60 seconds.
Beyond the Assembly Line - Automation
Henry Ford's assembly line was embraced by all manufacturing
industries. This resulted in lower costs of mass-produced manufactured goods,
and led, rightly or wrongly, to the
" consumer culture". But progress
didn't stop at the assembly line, and neither does this allegory.
The assembly line method of car manufacture remained the norm until
the 1980s, when many of the production line jobs previously performed by humans
were automated.
"Robots", as they were initially described, took over a lot
of precision, dangerous or repetitive processes. Not only did automation lead
to more consistent components, but worker injuries, including repetitive strain
injuries, were reduced. Today, 50 per cent of all robots are used in car
manufacture. Japanese car manufacturers were the first to take advantage of
robots, and the perception of quality of Japanese cars was reversed. In the
1970s, Japanese cars (
"Jap Crap") were considered of inferior quality to
American or European cars. By the turn of the century, Japanese manufacturer
was synonymous with consistently good quality. While robots replaced humans on
the production line, they also created higher paid, higher skilled and
intellectually stimulating jobs in computer-aided design and manufacture.
http://www.boston.com/bigpicture/2009/03/robots.html

Automation in car manufacture
One of the huge benefits of DITA (and other types of XML) is the
opportunity for document automation. In many cases, DITA topics can be
automatically generated. For example, Visma Software developed a little
software utility that generates 13,000 reference topics documenting database
structures automatically, in less than an hour. As in the Japanese car
industry, automation of tedious, repetitive documentation tasks remove drudgery
and leave authors to tackle the more intellectually stimulating tasks.
Read more:
Robots in Car Manufacturing | eHow.com
http://www.ehow.com/about_4678910_robots-car-manufacturing.html#ixzz1Y020mjyt
Toyota was the most successful of the Japanese
manufacturers. Not only was automation embraced, but every effort was made to
make every stage of the production process more efficient. By the 1990s, the
American manufacturers began re-working their own production processes to
follow the lead of Toyota, but with little success. While American companies
adopted the Japanese systems, they didn't necessarily adopt the philosophy. The
Toyota method is known as
"TPS (Toyota Production System)". TPS is an integrated
socio-technical system of management philosophies and practices. It is built
around continuous improvement, and respect for people. TPS has been adopted
widely outside Toyota as
"lean manufacturing" and
"just-in-time (JIT) production".
Automation really means
"the automation of drudgery".
Where now for technical communication?
The catalysts for change are here. As technical communicators, we have
to make decisions on what path we take. We can choose to fight on as
coachbuilders, finding a romantic niche as crafters of expensive, high-end,
bespoke, non-standard documentation products. We can choose to move to the
efficient production line, embracing the division of labour, working to
standards (engineering tolerance), writing for interchangeability, and
transferring as many tasks as possible to automation.
The primary catalyst for change is XML-based
structured authoring approaches, and in particular DITA. As for
"TPS", transition to DITA is most successfully when it is
used as an integrated socio-technical system of writing philosophies and
practices. As the famous sage Anonymous once said,
"if you don't create change, change will create you".
Ford produced a high quality product with low
cost by standardisation, compromise, interchange, good architecture, and an
educated, well-paid workforce. It is a myth to
think that standardisation results in lower quality. By many measures, the
Model T was the best car Ford ever produced, and was in production for 20
years.
The semi-automated assembly line approach is the one that should be
taken with DITA and XML. If we try to incorporate all the features of the
coachbuilding way of producing documents, we will lose many of the efficiency
and quality control benefits of the new DITA and XML methodology. As well as
vision, investment of time and equipment is required to move from coachbuilding
to assembly line to automation of drudgery, but that investment is worthwhile.
Postscript
Model Ts were originally offered in a blue, red, green and grey. From
1913, black was the only option. More than 30 different types of black paint
were used on different components, and black was the cheapest, most durable,
and easiest to colour-match.
Ford almost went broke when they tried to produce multiple products
with multiple options in the 1930s. Only retained profits from the Model T
saved the company.
It is estimated that as many as 150,000 Model Ts still exist, with
perhaps 20,000 still on the road.
%20--%3E%0A%0A%3Csvg%0A%20%20%20xmlns%3Adc%3D%22http%3A%2F%2Fpurl.org%2Fdc%2Felements%2F1.1%2F%22%0A%20%20%20xmlns%3Acc%3D%22http%3A%2F%2Fcreativecommons.org%2Fns%23%22%0A%20%20%20xmlns%3Ardf%3D%22http%3A%2F%2Fwww.w3.org%2F1999%2F02%2F22-rdf-syntax-ns%23%22%0A%20%20%20xmlns%3Asvg%3D%22http%3A%2F%2Fwww.w3.org%2F2000%2Fsvg%22%0A%20%20%20xmlns%3D%22http%3A%2F%2Fwww.w3.org%2F2000%2Fsvg%22%0A%20%20%20xmlns%3Axlink%3D%22http%3A%2F%2Fwww.w3.org%2F1999%2Fxlink%22%0A%20%20%20xmlns%3Asodipodi%3D%22http%3A%2F%2Fsodipodi.sourceforge.net%2FDTD%2Fsodipodi-0.dtd%22%0A%20%20%20xmlns%3Ainkscape%3D%22http%3A%2F%2Fwww.inkscape.org%2Fnamespaces%2Finkscape%22%0A%20%20%20width%3D%2277.709106%22%0A%20%20%20height%3D%2227.523844%22%0A%20%20%20id%3D%22svg2%22%0A%20%20%20version%3D%221.1%22%0A%20%20%20inkscape%3Aversion%3D%220.48.4%20r9939%22%0A%20%20%20sodipodi%3Adocname%3D%22AddThis.svg%22%3E%0A%20%20%3Cdefs%0A%20%20%20%20%20id%3D%22defs4%22%3E%0A%20%20%20%20%3ClinearGradient%0A%20%20%20%20%20%20%20id%3D%22linearGradient3785%22%3E%0A%20%20%20%20%20%20%3Cstop%0A%20%20%20%20%20%20%20%20%20style%3D%22stop-color%3A%23fefefe%3Bstop-opacity%3A1%3B%22%0A%20%20%20%20%20%20%20%20%20offset%3D%220%22%0A%20%20%20%20%20%20%20%20%20id%3D%22stop3787%22%20%2F%3E%0A%20%20%20%20%20%20%3Cstop%0A%20%20%20%20%20%20%20%20%20style%3D%22stop-color%3A%23ececec%3Bstop-opacity%3A1%3B%22%0A%20%20%20%20%20%20%20%20%20offset%3D%221%22%0A%20%20%20%20%20%20%20%20%20id%3D%22stop3789%22%20%2F%3E%0A%20%20%20%20%3C%2FlinearGradient%3E%0A%20%20%20%20%3ClinearGradient%0A%20%20%20%20%20%20%20inkscape%3Acollect%3D%22always%22%0A%20%20%20%20%20%20%20xlink%3Ahref%3D%22%23linearGradient3785%22%0A%20%20%20%20%20%20%20id%3D%22linearGradient3791%22%0A%20%20%20%20%20%20%20x1%3D%2239.280788%22%0A%20%20%20%20%20%20%20y1%3D%2212.902368%22%0A%20%20%20%20%20%20%20x2%3D%2239.280788%22%0A%20%20%20%20%20%20%20y2%3D%2232.148937%22%0A%20%20%20%20%20%20%20gradientUnits%3D%22userSpaceOnUse%22%0A%20%20%20%20%20%20%20gradientTransform%3D%22matrix(0.66264012%2C0%2C0%2C1%2C0.37825171%2C0)%22%20%2F%3E%0A%20%20%3C%2Fdefs%3E%0A%20%20%3Csodipodi%3Anamedview%0A%20%20%20%20%20id%3D%22base%22%0A%20%20%20%20%20pagecolor%3D%22%23ffffff%22%0A%20%20%20%20%20bordercolor%3D%22%23666666%22%0A%20%20%20%20%20borderopacity%3D%221.0%22%0A%20%20%20%20%20inkscape%3Apageopacity%3D%220.0%22%0A%20%20%20%20%20inkscape%3Apageshadow%3D%222%22%0A%20%20%20%20%20inkscape%3Azoom%3D%225.6568542%22%0A%20%20%20%20%20inkscape%3Acx%3D%2221.742285%22%0A%20%20%20%20%20inkscape%3Acy%3D%22-12.594547%22%0A%20%20%20%20%20inkscape%3Adocument-units%3D%22px%22%0A%20%20%20%20%20inkscape%3Acurrent-layer%3D%22layer1%22%0A%20%20%20%20%20showgrid%3D%22false%22%0A%20%20%20%20%20fit-margin-top%3D%220%22%0A%20%20%20%20%20fit-margin-left%3D%220%22%0A%20%20%20%20%20fit-margin-right%3D%220%22%0A%20%20%20%20%20fit-margin-bottom%3D%220%22%0A%20%20%20%20%20inkscape%3Awindow-width%3D%221344%22%0A%20%20%20%20%20inkscape%3Awindow-height%3D%221419%22%0A%20%20%20%20%20inkscape%3Awindow-x%3D%220%22%0A%20%20%20%20%20inkscape%3Awindow-y%3D%2219%22%0A%20%20%20%20%20inkscape%3Awindow-maximized%3D%220%22%20%2F%3E%0A%20%20%3Cmetadata%0A%20%20%20%20%20id%3D%22metadata7%22%3E%0A%20%20%20%20%3Crdf%3ARDF%3E%0A%20%20%20%20%20%20%3Ccc%3AWork%0A%20%20%20%20%20%20%20%20%20rdf%3Aabout%3D%22%22%3E%0A%20%20%20%20%20%20%20%20%3Cdc%3Aformat%3Eimage%2Fsvg%2Bxml%3C%2Fdc%3Aformat%3E%0A%20%20%20%20%20%20%20%20%3Cdc%3Atype%0A%20%20%20%20%20%20%20%20%20%20%20rdf%3Aresource%3D%22http%3A%2F%2Fpurl.org%2Fdc%2Fdcmitype%2FStillImage%22%20%2F%3E%0A%20%20%20%20%20%20%20%20%3Cdc%3Atitle%20%2F%3E%0A%20%20%20%20%20%20%3C%2Fcc%3AWork%3E%0A%20%20%20%20%3C%2Frdf%3ARDF%3E%0A%20%20%3C%2Fmetadata%3E%0A%20%20%3Cg%0A%20%20%20%20%20inkscape%3Alabel%3D%22Layer%201%22%0A%20%20%20%20%20inkscape%3Agroupmode%3D%22layer%22%0A%20%20%20%20%20id%3D%22layer1%22%0A%20%20%20%20%20transform%3D%22translate(-0.64200988%2C-12.505455)%22%3E%0A%20%20%20%20%3Crect%0A%20%20%20%20%20%20%20style%3D%22fill%3Aurl(%23linearGradient3791)%3Bfill-opacity%3A1%3Bstroke%3A%23e2e2e2%3Bstroke-width%3A0.95840281%3Bstroke-linecap%3Around%3Bstroke-linejoin%3Amiter%3Bstroke-miterlimit%3A4%3Bstroke-opacity%3A1%3Bstroke-dasharray%3Anone%22%0A%20%20%20%20%20%20%20id%3D%22rect2985%22%0A%20%20%20%20%20%20%20width%3D%2268.890198%22%0A%20%20%20%20%20%20%20height%3D%2219%22%0A%20%20%20%20%20%20%20x%3D%221.1212113%22%0A%20%20%20%20%20%20%20y%3D%2212.984656%22%0A%20%20%20%20%20%20%20ry%3D%222.1487894%22%0A%20%20%20%20%20%20%20rx%3D%221.9737403%22%20%2F%3E%0A%20%20%20%20%3Cimage%0A%20%20%20%20%20%20%20y%3D%2224.247705%22%0A%20%20%20%20%20%20%20x%3D%2262.569523%22%0A%20%20%20%20%20%20%20id%3D%22image3002%22%0A%20%20%20%20%20%20%20xlink%3Ahref%3D%22data%3Aimage%2Fpng%3Bbase64%2CiVBORw0KGgoAAAANSUhEUgAAAKoAAACqCAYAAAA9dtSCAAAABHNCSVQICAgIfAhkiAAAIABJREFU%20eJztnXl4E9Xex7%2BzJE2TbqQLBGiBIrQFikUWsSxWKSIoFMSFRa6yiYoXFMUFxKuooKIICq8ioiJC%20uQIioCDWAlcB2ZRVoBVQCrR0oXRvtpnz%2FpFm2mmWJmmWUefzPHkeOJmZnGS%2BPXPObzuAjIyMjIyM%20jIyMjIyMjIyMjIyMjIyMjIyMjIyMjIyMjIyMjJehAt0BV%2BDLLhPjyqGAWR%2Forvx9YFVQTt0BOqLt%20X0IDdKA74Arm3W%2FJIvU2Zr3ld%2F2LIHmhcnmHCH92R6C78beEP7sDXN4hEuh%2BuAIb6A44g%2BfMxPTp%20yEB342%2BN%2Bfv54DkzoRlW0lMAaQv12HqQ4hxRG7uxEMxvVQHq0V8frmsIzPe2FP5PinPAH1sfwB65%20hmSFSmrLiHHFYFEbdVkP5peKAPXo7wHzSwW4vuEgbVVCG%2FfTUpDaMkIFR0h2VJXsHNX803sgtWWi%20NnZbcYB68%2Fei8e9Iastg%2Fum9APXGNSQpVL44l3C%2FrhO1MYfKQefJK39vQOfpwRwqF7Vxv64DX5wr%202YWVJIVq%2Fn4%2BQLj6BgMPJuta4Dr0N4TJugYY%2BPoGwll%2Bd4kiOaFyOTsJn3dQ1MZmXQNVxTk4Q8YT%20qCoObKM%2Ffj7vILicnZIcVSUlVGKqJebsN0RtVJERzIFyB2fINAfmQDmoIqOozZz9BoipVnJilZRQ%20uUOfgJRfFrWxO0oATnK%2F298Djlh%2B3waQ8svgDn0SoA45RjJC5csuE%2FP%2BD0VtdG4N6LPVAerRPwP6%20bDXo3BpRm3n%2Fh%2BDLLktqdJCMUG38%2BRyRzVF%2Bgt1WLH5qSTAOQBJCtefPZ%2FaXgSoxOjhDxptQJUYw%20%2B8U2a6nFAQRcqDxnJo3NIlQVB3ZXaYB69M%2BE3VVqY1mxxgEEqEsiAi9UO%2F585rsSQM87OEPGJ%2Bh5%20y%2B%2FeACnFAQRUqKS2jHA%2FLRW1yf78wMH8UgHqstj7Z40DCFCXBAIqVNmfLz2kGgcQMKHa9ecfrZT9%20%2BQGGztODOVopapNCHEDAhGrXn79dHk2lALO9WHJxAAERquzPlzZSjAPwu1Blf%2F5fA6nFAfhdqLI%2F%20%2Fy%2BCxOIA%2FCpU2Z%2F%2F10JKcQB%2BFarsz%2F%2FrIZU4AL8l93F5h4hp7XhRmxT8%2BSRKCT5BDb59MEgEC6gZ%20yxtmAqrMDPpiLegz1aAKDAHtZ6CwxgFwA1oIbdY4ACauj9%2BSAf0iVMJzxPhJhqgt0P58PlED8yCt%20KBuzMSRGCb6zGhgcCeqyHmx26T9ymsLuKgXfIwwkhBHazN%2FPB%2BE5QtGMX8TqF6FyRzOl489X0TCN%20bgm%2BW4ioOafYiFNXjSip5lBt5BGtYZAQo0SP1kFQMBRIWxVMD7UGc6gc7Nbif9biry4OoHE9AO5o%20pt%2B64HOhSik%2Fn4SzME1qAxKjBAAUVXH48OcyfHigAqU1ZrvnaNUsxqaE4LnbtIgJYcD1CQeJUEDx%20ef4%2FSqyBrgfg88WUZPz5Klok0jW%2FVKDzW39iwa5ShyIFgNIaM5bvL0PKu3nIPmdZAfOd1TCNaeWX%20bkuJQMYB%2BFSoUvLnm4dGCSJd%2FON1TN1YCL3J9alHaY0Zd626gk0nLeWE%2BG4h4PpF%2BKSvUiWQcQA%2B%20ffRLxZ9PdEHg%2BoQDADadrMKcRoZsd5i8oRDdWimREK2EeXAk6OOV0nX9MhT4NkEgsSqQcBYIYUEU%20FCgTAUw8qCIjqGsmUJf1Ln8HZnsxuC4aIKhujPNTHIDPhMrl7CSmr54Qf1iA%2FPlcX4tITRzBC99d%20b9a19CYes7YV49tJbYAgGtzAFmC3ey58X8AnasD1DAOfoAEUrk0fqct6MGeqLSkpTha51jgA893R%209Z9XFwfAJAzx2VzVJ0IlplpiXDlM1EaVmgLmz%2Be7WFb4W09XI6%2FU8bRDq2YRomJRVGl0Oi3I%2Fr0G%202edqMOgGNfgeYYBEhEp0QTDdE2PX5FZUxeF6LYdyPQ%2B1gkKYioEulIGizrpE2qpgbquCOU0Ldk8p%20mP9dd7hYZA6Ug0uNANEqhDZrHAClCPaJWH0iVLv%2B%2FMYeDj9BopSC%2FW%2BHAxvouPQU%2FGfxSnRO7gUA%20MBqNyFz2Gh59%2FnWHgs08WolBN6hBQhhwPcNAVXMgkQogiLY8ZhU0iJ3RjKrhAAMPqtxseeyWmy3B%20H838bbh%2BETAPjQLqhFdUxeGLXyuQfa4GR68Y7S4YVQoa3WIjcHMrHg%2BkhKJPrApQUDAPjgSXpIFi%20db79J2CdR9H0UGuhyddxAF5XP19x1WKOauAqpXNroPj0irc%2FyrX%2BxKlgeiwWAHDXJ1eQ%2FbvYdz1z%20TDqWZGbZPXfjijdw36Mv2H1Pq2ZxcU57YURqFhwBVWAAnW8AlacHfa4GVLljS4QIhoJ5dEtwPUIB%20AJUGHu%2F%2BeB2Lfypza7EIAEk6DVaM0loEC0tUm%2FKDSw6nAqaJbSwOESusCsppWaDDWnldV16%2FoHHz%20DHHqM0egXJIXMFcpn6gR%2FvJ7vJePMwXiUbWkqBCR0TEOz%2B%2FdMRJHLtj3oB2f1Q4J0UpRW6WBx%2FVa%20HhV6DjUmgsoGAcihQTTCVTRaBDOIaeDlsQdVZARzvNK5%2B5ahYPpXa0Esp64acM%2BaIqfTG1dYMDQK%20swZaXKbM0UqwX161exyJUsL4ZJwwigMAnTgUylHveV1XXn30S9GfT5WYhH%2F31DE4U1D%2FnkpBOxUp%20ADwweiSOLLL%2FSPuobs59ttiI%2FCoKf5TUujyKqRQ0YkKV6NmaRVKMEl1bBWFAh2BBwCTGYlWwum%2BZ%20Y5UWJ4l1dGMomMa0EkSafa4Goz8vcHsUtcecHSVo10KB0ckh4HqEgj5QZtek6M84AK9djPAcMX52%20D0jh6fqLV3FQvvNnwFOfjXPjQUIYbDpZhfHrCkTvnTqyF1179nN47p6t63BbxniH77uDK4u1JJ0G%20t3dQYFiSBgM7BIunFgYezKFyMPvKwA2JEh733hRpw77mPNsOoUG001EVKhrGp9uL4gColl2gfPgr%20eDMOwGsGf%2B74BpFIAenk59OnLUb6EV00SNJpRO8tfdX%2BHJTjOOzI%2FAgr318kak%2FSaTAuPQVTMwa4%209NkqBY2pGQPww6bVKKrQ4%2BK1WtQaOeRfysMPm1Zj0exJGJeegjitZV54pqAay%2FeX4a5VV9BuwZ94%20elsxTl2te%2FQH0eAGtIDx%2BQ4%2BFSlgcXCsqzPuc91DAJUDqdirB1B4GtzxDV7tj1cUb%2FXnN3SVUpf1%20UC6%2F5I3LN5uGc6nsczW4a5V4YffT9i%2FRf%2Bh9AIDfftmHlW%2B%2FjDVb96C0xow4rQr9b0rEqHsfwOD7%20piBcG4UdmR%2FhwSnTnbpe47QqPP3YQ5g4%2Bw2EhrvmwbqY%2BxuyNq3G1m%2B%2BQdbhHJH4esVr8VTfIIxO%20rg%2BmOXXVgDtW5jvtR3MY1EltsRcDUKzOdxo5ZpweKzKLUcERUE7LgqT2BTB9P5%2FoF3YSvbg4FSGA%20ZF6mYVFC3%2BbcriUAhJdWzZLP3plH0pJjhf%2BPS08hP2xaTXjOTBry2TvzROc2fsVpVWTlgtnEbBaf%205y5l14rJygWzSa94cV%2BTdBqydpyO5M2NJ3FaldO%2BNPx%2B49JTyPKXZ5CVC2aTOZMzbK5r76VS0MJv%20Zu4X4fT35eJUNhowfT9fOlE7fHEu0b%2BRKO7g%2Fa0CLkybF0MRw%2Bz2Qh8fvCnM5sb0iteSlQtmk6qq%20CrviWTR7klMxLJo9iRgMhmYJ1B5H%2FvcdGZeeYiMiR31p%2BJo5Jp2UXSu2uSbP806%2Fj%2FVV%2FHJHyz0d%20FtX0YHB%2FK7FY30gk3ooDaPYc1Zy9EDb%2B%2FJ3S8NQIMBTMQyJFnpRH%2BoZDpbB8%2FbTkWOzeshaHz1%2FD%20lBfegkYTKjqdEIK5U0ZitoPV%2F7j0FJw8k4Nn3loFpVJp95jm0HPgEKzNOoqcE4cxLj0FAJqck2rV%20LHZvWYslmVkI10bZvE9RFJ55axWGpya51AfKhbUGs7PEth5A9kKXrt8UzRIql7OT8H%2FsFbWxP153%203VjtB0iUEsZH2womlKIqDlM2FGLg%2F11Ct9gI7N6yFrtP5CFtxDj75xOCaaNuxYJVW2zei9OqsPO%2F%20K7E26yhax8X79HsAQOfkXlibdRQ%2F%2F7AFveK1Do9L0mlw9MQph9%2BpIa2ibUVsRatmEWoNPjE0LVSq%203Az2R3EsBf%2FHXq%2FUA%2FBYqHbz80tNFh%2BxROATNTA%2BUT%2FJzz5Xg%2F4f5GPjySosmj0JB3KLmryZ00bd%20ipVbfrJpn5oxAKcuFOCO%2B6f4pO%2FO6DtoBA7kFmHR7EnCU8FKkk6D%2Fx05g7iOCU1ep7K8DDt%2FOuzw%20%2FVvjGyyOLrnmRGD%2Bdx1UqUnU5o16AB4b%2FKXkz7cH1zMM5lExFsM4R7BwVykW7CpFnFaFAz9m48a%2B%20aU1eY%2B6UkTYi1apZrF6xBHc%2FON1rfa2ursTh7G04ffQgcs%2BeRnFJCSprDHj1nf9z2E%2BGYfDMW6tw%202933455RIwVvVP8%2BNyFK17bJz6wsL8OIAd2derHu7V43BTLwoK%2B4mNwYgDgAh%2FAVV4l%2BUbJo4myc%202CbwC6a6l7lfhNCv4pc7kkGd1AQASUuOJUVX811awNhbaKQlx5IrF897ZYF05eJ5smj2JJKWHGt3%20YbRo9iSXr1VRdp0MT00Szh2XnuJ0UbdtzTKSpNM4XUQl6TSk8rUbLAupUTFu3wPjxDbihdWiZMJX%20XPXvKGbcOkvcidduIHyUMuACbSzS3Oc6CDckLTnW4Wq%2BMRs%2BXGhz4%2BZMzmi2yYnnebJtzTKRqOy9%200pJj3b622WwmUzMGCNcYnpok6u%2FFc2fJ0rnTXDZL%2Ffh4bP29DWfdvg98lJLo64QuDGZbZ3ksVLeN%20sXb9%2BT9dl0TwMNczTMiUzCszI31lAfJK9egVr8WeE3%2FarObt8cuPO9E%2FfZiwqvbGo57wHD5f8gre%20fHuxTVCMPY787zsk970Nl86fQcGfuTDU1uJ6cT7CWkRBHRqOFjGt0T6xu13rxItTRwkLv%2BGpSWgV%20HYW9h361%2B7lJOo3d9rXjdIJjgc26BsbDtHbzsChRHAAAKMavhSdxAG6dIGV%2FPp%2BogelBHcBQKKri%200P%2BDfOSV6qFS0Dj%2By0Eh1tQZ14qLcFNiO2HelqTTYMO2nU5jAZrimy%2BW45X%2FvOQwAssejgTUmDit%20CvFtonFj1wSk3zUSt436FzSaUDw5djCWrv%2BhyfNX3tsSt3ZU47PD5fjwgCUreM3Ylhh0gyXQhc6t%20aV62rRfjANw62Hx0PTF%2FN0%2FUxm4sDHgpcxLOwvhUOyCIRqWBx8AVV4UbvfzlGXj8P0ubuIJlNMro%203xXb9p8BYLGtfr3nV7s2SFc4f%2BY4npoyVrieP1ApaAzunYBHHpuOzNUfY90Px5wePz01Au8Mt6SU%20mDgCvZkI5ig6twaKzIJmD0ANn3JW2DtfBdtjjG%2BESmrLiPGjO0Fq6utmSsKfz1AwPtpWMEE1DI5O%20S47FruMXQVFNf823n50sGPTHpafg028PemS85zgO777wCOYt%2BczrgSLuEKdV2V3Rx2lV6BRJIzFa%20iWFJGmH0bIi3i2zYxAGoI6F85Du34gBcNk%2BZf3pPJFJAGvX2zUMihR9hftY1UQT%2Fko8%2Bd0mkB7K3%20Yt6SzyzXmD4GL76%2FzqXzGpN78gjGjxzi1mPeVzQWaa94Lb4aG%2BEwYJsqNQE1HNhtxV5PZ2e3FQtZ%20FgBAaq65XQ%2FAJYO%2FlPLzG8LHqcClWiKTss%2FVYEGDSf%2FUjAEu2Uory8vwwP0PQG%2Fi8dk78zBvWaZH%20Iv144bO4sefNkhCpPY5cKMXJq2JbKFVqAn2qyrIY%2Fu9VKJdf8sk99UY9AJdGVEn68%2BtyhcBQqDTw%20eGxz%2FWivVbNYuHKjS5d5%2BqERKKo0YvMnizFy4lNud6O6uhKPjBzY5HxQCjyzvQxHZ1ge9cyhcrCb%20i%2Fz22czOEtt6AG7EATQ5okrVn8%2F1DRcqn7z8%2FTXRo%2B7Jifc2mWICADsyP8KmrJ%2FxzfpPPRLp%2BTPH%200buT7i8hUsASlG2t9ML1CHMcDO0DmhsH4LSnxGyQpj9fRYNLswRlnLpqwPIG%2B3hq1SyefP2DJi9R%20WV6Gp5%2BehW%2B3bsKge%2F7l9Fij0Tbna%2B%2BODejTq5dLZiQp8e6Buse%2FggLXM8yvn%2B0wDsBsaFKsToXK%20HfxYkv58LjVCsM0918jR0DI8CCMGdEeX1iHYu8NxOsSSuY%2FhkzXr0HfQCKeftWfrOky862ZR2%2BrF%20L2FwxhifRdb7kiMXSoXUFuv83m%2FYqTBOyi%2BDO%2Fhxk6c6FCpfcVWS9fZJCANzXSpv9rkamzz9MwXV%202HPyEnp07SSklzQmNycHw%2B5%2FuEmR7sj8CEPvnYDv9p8Cx1nm6K8%2BMRYPP%2F1qQE1PzeXTwxa7N9Eq%20wMc5LmTsCxzuC9BEHIBDoZr3SLPePjewhTAh%2F8%2FuWrvHaNUsFq3a5PAaHW%2B4AT0HDnH6OdlffY57%20HnoMehOP0hozTh3%2BCU%2BOHYyXlktjE9vmsO1s%2FX0lsf4VKuBgX4A9zvcFsLvql2J%2BPgCQKKXIHOXI%20FPTmi085DWRmGOfFHw5kb8XdYyaKRs2x99ztdD46PDUJwybMQLt27dC6dWtUV1fjxIkT2LZtK3Zl%207ZTUCJxXqkdemRlxESz49sFg9pU1fZIXsVsP4LdtTusB2DRK2Z9vLSFj4gj6LC%2BwKxx3vFH2OH5g%20D24fNNjl%2BWdyty548623MXToUIfH5Obk4KlZT2H79h0Oj%2FE31sATqtQE5aI%2F%2Fd8BN%2BMAbEZUqebn%2084kaoSrIJ4cr7IpUq2axenOWxyLNz7uAEXcNdVmkw4YNxfp165pMh%2B6ckIBvv92OJ5%2BciaVLvVOh%20OU6rwo2JHdAqOgrRURYLSHV1NS7kXcG5P%2FKatEbs%2F7MWo5NDLHlkDOX%2FBbK9fQGc1AMQCZXXVxKT%20ROrti1DRFuM%2BLDlPr2TZf%2BSvWPyqSykY9qiurkTGbb1drtuU3K2LjUg5jsOGL%2F%2BLAwcPIjExCRMm%20jBeF4i1ZshS%2F%2F%2F67xyNrr3gtHhg9EvdNmYV2nbs6PfZacRE2f%2Fw21maux56TtvEY%2BRX1f4ykhSIg%200zq7%2BwL8uAS8vpLQqlDHo41U8%2FNNo2KE%2FozqFmI32HdqxoBmBTQ3Tkdu6rV9%2B3bRNTLXrSUx0VGi%20Y7RqlnzwwQei4%2FIv5bmc6mx9pSXHku3rVnj8%2FY79vNsmWLtXvFYS99jVegDCql%2By%2FvxEjais%2BeZT%20VTbH9IrXYtmXTcdfOuK1f49zy7uU3K2LaE66Y8cOTHxoAoqKxTZdVhOB0aPE%2B2vp2sZi2uPiStzO%20GJ6ahOnTH4dBX40D2VtRcNn9aLUb%2B6Zh677T%2BGHTaqF0UHVtvd%2Bf7xu4vQjcjgMwrp8oVvZ8z1IQ%20vPniw1miryuAkDc3nmjVrM1oo1Wz5OK5sx6PNps%2FWezW6AaAzJw5Q3SN5G5dbI5RKWiyb98%2Bu5%2B5%20fft2tz%2Bz8XdOS44ly1%2Be4XYOlzW%2FSpRu4mKBCZ%2Fe5%2FmN0lbWTxQJlQYc%2BPP3lAbWn89Qloj9Opvp%20xC%2Bv2ixyVAoaWzau83heeiB7K8ZOe8bt8xIT64s2FBcW4OSp0zbHTHv8CaSmpto9v2N882oAlNaY%20sefkJUx%2F%2BT20adcR4wf3wPkzx106NzQ8Aht3H8Pg3gm4Y%2BWVei%2FVgBZ%2Bd6laocrNYPeI1x2N4wBo%20qfrzzaNbOowztbLm%2Fdcdep%2BaIvfkEdw1YrRH9s127doJ%2F86%2Faj8C6cLhLDz55Eysz1yHHTt2oLiw%20vtxlpLaF3XNcRatm0Stei7TkWKQlxyL3Qh6GD%2BqH1Ytfcul8pVKJjbuPoW9iG9yxMh9FdeXPzRkx%20ILqgZvXNU5qKA2Cl6M%2FnbteKyiousJNctmj2JNw77XmPrp978ggGpw3w2Fd%2F8eJF4d%2FtY9vYPWbb%20%2FjPA%2FjOwJsFs374dQ4fqAADXSt0fBIanJmH06Hsx%2BN6HHTozKsvLQHgOFO3coQFYxPr1nl9xS7f2%20uCezDLsnaaFQWIoDK9%2FL8%2F%2F9d1QPoC4OgOaOrBEdT1VxAfXncz3DLJWWYdmfdEJmoc0x86ePwTNv%20rfLo%2BlaRNqd8%2BNmz9XlQ4dooDBvm2NgPADHRURg0aJDw%2F19%2F%2FcXlzxqemoScE4exdd9pPDRrvlOP%20W2h4hEsitRKujcKGbTtx6lIZnq8L7iExSpiHRLp8DW9Cn6222dzCqk%2Ba6TVB9AYJYcAniovd%2Bgs%2B%20USMYgIuqOAz%2FrNBm1JszOQPzlnm2WezxA3uaLVIAyFy3TghSAYAP3nvXprROQ5YuXSrKv1rzxRdN%20foZWzWLDhwuxdd9plzJoPaVrz3748I25WL6%2FTNhCkxvQwu%2FBKoDl%2FpNGqTJWfdLMzVNAhYtLwJiH%20R4s2EPAHXM8wy%2BIJlg0bhnxSaCOoOZMz8PrHX3t0%2FQPZW3H7oMHNFikAFBWXYOXKlcL%2F4zom4PjJ%2000ju1kV0XEx0FDLXrcWYsfX1rY4fP96kwb9XvBa%2FHj3m8dTGXR6aNR%2FDU5Pw2OZrwuYYVgeL32Ao%20i%2B4aQIW3BXOzpbYXBTjeZc%2FTwgPuwvWLEHaCqzTwGPr5dZuAk%2FnTx3g8ku7I%2FEiIhPIWMdFROPbr%20r9C1jRW1V5aX4eRvp9EhLtbmPY7j0COlu10rgZU5kzMwf8WmJgNnvE3e%2BRwkJHXB5N5hQgq1P1Ph%20udu1wpTPiuKeZbDuBkgDAJMwhKI79BcdZE7TWjb28iUMBfOwKEGkRVUcBq64aiPSlQtmeyzSjxc%2B%20i2Hjpnk9eqmouARDht6JynJx5FFoeARSU1NtREp4DiNGDHcoUq2axfZ1K%2FD6x1%2F7XaSA5akw55H7%20sepwBXKKLe5U7s4ovzxZSTgLc5q4jCbdoT8ablkp%2FIMvziXGVSPQMInP6W4YzUVFwzRWJwSaNCzB%20IxyioLHhk%2Fc8KqdDGpW38RUx0VE4tHePU997ZXkZ%2BvXv51Ckw1OTsGrDTkS3jrX7vr%2Borq5EXIwW%20t8arkDneMg1jvyn2eRig%2Bf5WgpUHAEAxUE7eCjq6s6BPYQVAR3emmJvEtUK5HqE%2BmVTzcSoY%2Fx0n%20iPTQJT36vn9JJFJreUhPRFpZXoaM%2Fl19LlLAMrK2T%2BiGR0YOROHZQ%2FXB5pwRxfmX8H%2BvzERYRAu7%20Io3TqoQFU6BFCsBSDmjivdh8qgqH6uqhcmlan46qfJxKLFIAzE3jRCIFGsWjWqOnfFYNhaHA3doC%205tvrv%2FyaXyrw7y3FokdzWnIsvsw6iOiWOrc%2F4vyZ4xg%2BqJ%2Bkk%2B5UChqz%2FjUcz7%2Fzmcs7pviL4sIC%20xMW2xdAEdf2o6sO5qr0qKoppWWgcPSWyqdCqUIoZ%2BKToQqStyiuuNWuJcvPgSCEXf8qGQkzdWCgS%206fzpY7Dr2B8eiTT7q88lnRkap1Vh%2FvQxyLt0Ga9%2F%2FLXkRAoA0S11mDCsHzafqkJemcU0yHdvugqi%20J3A9w2x2wmYGPmkjUsAfEf7WUTRNK%2Bwdf%2BiSHtM2l9oIyrrbcYhGg9DQECQndUaHjp1xyx0ZTVbU%20e%2B%2FFRzHz9RXu98%2FHJOk06N%2FnJjzwrylIyxgfkIVSQ3ZkfoSdWy3ByRqNBi1btUJi9164OX2kUBDO%20ulvhnNu1eKluJa584w%2Fvxn64GeFvd%2FLhtRqo1v06u9Vv4jU%2F65pdl2hTxGlVGDKgN6bNmitKzGtu%20pRKVgkbfxDZI7XMTOnfpjo5JyQhtEY0IrcUSYTDUovL6NdRWV6CmshwV10tQVlqKmuoKlJeVQ6%2Bv%20RXV1%2FR9cZGQUIqNjkJDcE937DfboyeBLivMv4dZeSXafOr3itbjjtgGY9PQr6NOrF0JULHJnW%2BbO%203l5UuVs71eEs2bh1FuF%2F21bf4MEu0Q1Xc45GUU%2FoFa%2FFonffR%2BsOnTFySJrb11QpaNxza3eMfWgK%207rh%2Fqk%2B23JEy%2BXkXkJyUgNIaM0Z1C0HrMBa7%2FjCJfkeVgobexOPIzDh0axXk1a3s7e5K3XU4lCMW%20O9Sjwzf4iqvEuGKwKGXanc423H7cV%2Ft1Wn9MV0nSafDopAfx0KzXPK57%2Bnfhmy%2BWY%2FiEJxCnVWHv%20Y60RE8Igp9iIb89U48ODVYIFRtgSnSMIeu2CV3LnrEmaAqwKymlZoMNaOdSjQwc1HdaKYlMfFbXx%20ndUuxwGYB1kMuEVVHCZkFrosqF7xWiydOw0%2F%2F7AF504fQ86Jw%2Fhh02rMmZwhRKdbcfWaacmx2LZm%20GX67UokZr334jxcpANz94HSMS09BXqkeb%2B62TMUSopWYNbAFcmfH4tvJbZCk0wj%2BfzAU%2BPbBzf7c%20hkmaVtjUR52KFGiikC8xGyzFexuEAVKlJigXX3QaBkZCGBjnWqJ83JmTDk9Nwpa9vznMIi0vLUF8%20rM7l8LzhqUmYM%2F%2BNJiuieAtiqMKpvduxc%2BdO%2FLjvZxRcLYRB3QrDb%2B6Eu4YNxS13jQcVFNL0hfxE%207skjSOjeGwBwfFY7JETbToE2nawS6vk3e68GhoJxVjvRDopUeFtLUV82yKkWndaeotggih0kDowg%20WgW4W50H%2FjbsyEEXN9ICgIKrhSgpuOzw%2FTNH96PGhVF0XHoKjv28G1v3nfaPSM16fP3pu3jq4VHY%20uXMnlEoFBva7Bf363ITCwiIsWLUF%2FUY%2FilaxHXAy%2B0vf98dFOif3ErasXLSnPkaWuqwXdupruJs1%2036F5Iyp3awuRNgCAHfR8kyIFXCyNblw%2FUZyqYuChfPeiQ3NFw%2Flpj%2Ffy3VrsWOvQ9%2B5xI3RtYmE0%20GnDl0kXsP%2FSr3bTfhoxLT8GcN5Y1a3MITygvLUF4eBjA2F%2BUFZ49hHnPPyNsrnbih%2F8iedD9%2Fuyi%20Qw5kb8Ut6RlQKWjkPtseMSEM6FNVYLcUgRsWbeM1CnrlvEfz1Ib7LFihO%2FSHcsynLmnQpYPcjQMg%20uiAYZ8QBAMauLbCbOeptjv2826UK04Hk%2F16Ziekvv4eY6CgU5p0DVOF%2B%2BVyO43Dq8E%2F448xRlF%2B%2F%20jsiYlkjq2R8dk24EAHRpHYIzBdVYmhGDaX3DAROxCJIj4ONUMA%2BPFgzUxYyAAAAOQElEQVTzitX5%20HgXWu%2BLPd4ZLlVzdjQOgioyAyTKHTetou5mBt0nSaQIq0vy8C3j1ibHo3TESwUoGkRoFeneMxI7M%20j0THPTZvMZK7dUFRcQlO7tvpl77NnTISMWEqpNxyG0ZNmoWHn34Vwyc8gRu6pKBdZDBefWIs7rj1%20FgDA1tN1A4qCAt%2BpbgufPD2UH14Gu7EQMPDgk9wPqnfVn%2B8Ml0sOMwOfAqUWxws2DnQV4AjoPyyV%209kZ1C3Ea%2Fe4NZv37cZ9e3xHFhQV4cuxgdLyhE15avh6nLpWhb2IbdO%2Bow6lLZRg2bhq%2B%2BWK5cDxF%20M1jwnKWvOecu%2BLx%2F33yxHAtWbREtPlUKGlo1C5WCRl6pHi8tXy%2FsSbXvTz1MdYtk0rpBkh9HwPxS%20gaA3%2FrAMQm5iExCtjgQ7YIZb13BZQe7GATA%2FW7wYMSEMXkp3vGV3c5k5Jh1TXnBestAXbFzxBhLj%2047B0%2FQ%2FoFhuBDR8uRHlVLXafyMPuE3k48GM2VAoazz77nOi8djrLTWsd3bxM1KYouHwJ02fWp4LH%20aVU4PqsdyuZ3RP68Diib3xG5z3XA0owYJOkso6TexONoviV9mm9nZ%2BGk5932Tjny57uzdQ%2Fg5jbo%20zI33gWopTrfg7oyyWwu%2BYcHWf%2FeLwKhu3jXLaNUsVi6YjSWZWV69blOUl5Zg%2FOAeuO%2FRFwAAn70z%20D4fOleDeac%2BLPFw39k1D38Q2NgvJynLL6rpjlx4%2B6yPHcRg3rJ8obHLhnS1szE9xESym9Q3H0Rmt%20sTQjBioFjaN1u0iLRlRPUdEWfTSAatkFzI3up7i7JVSKZig2fa6ojYQwlrA9O7DbigEDDwVDIXO8%20DkszYqBVNy9rIE6rwpzJGTh7Ic%2FvI%2BneHRvQvVOsEFcQomLRrVc%2Fu3bf6upKnDhfYOOk%2BHb7DkzN%20GICWiX180kdCCB4bfZvIQvLgTWGCmYk%2BVQV2YyHYb4pBn6oS7OHT%2BoZj7%2BP1uXMkhLFJtHMX8%2B1a%20m2uw6XPd3l4ScFOoAMDE9aHorsNFbVxqBEiUrWmGKjFC8ckVIQV2Wt9wrBnrftJYkk6DqRkDsH3d%20CvxeUI7XP%2F7ar8EexfmX8MjIgRgw7H7kleoxf%2FoYLH95BvJK9eifPkw0D7WyYOYElNaYMWXsSKGt%20vLQEJ8%2FkYsUax3sLNJcXp44SzGCA5Q%2F73RGW6QZVaoJikyW2lNlXBsXaAigX%2FSk8%2Bbq1CrKs%2Buto%20%2FMh2h4ZFl63QXYd7tGEv4MHu0oD7cQAkhIH5vlaC6%2BzpbcVYvr8MWjWLxa%2B%2BAF3bOBRczkN5aRGM%20RhMiWkQiQqtFh6Qe6HzjzQGL2ywvLcFbz07B4s%2B3QW%2FiEadVYfWnq5A2wmIBaZg0uHTuNMx4zbLn%20werFL%2BHhp19Fkk6DY3%2BWClOCwrOH0LJTikN7a3Owl3qjUtDY%2B3hbdGtleYwrPnC84RnXLwLmoeIc%20qeZETHniz%2FcJ5n3LbUtUJmocF8NiKGJ4qh3RL%2BxEKl%2B7gTx4U5hQ9Gv%2B9DHEYDB4UuPMJ1y5eJ7M%20mZwhFGVTKWgyZ3IGqaqqsDn22M%2B7SZxWZSmeNiadzJ8%2BRihklnPisF%2F6azAYbMpmqhQ0%2BXZyG%2BHe%20mG%2FXNl2sTBck3CP9wk7EdH8rz0pJJmpstGHet7xZpVc8Vjcx1RLjymFuxQGQKCVM09qChDAwcQQL%20d5UKcQBJOg2ee2YWxj7xYkDC7oxGI7I3fYYPli1B1uEcUcDLzz9sceqKzc%2B7gPS%2B3YWFU5JOg693%207vFp4YiGnz3%2B7jQbr5219DngZpImQ8E8Ihpcn3DP0pAc%2BfOnbgelCPbvaGqFy9lp%2B5fTxF8urwsi%20hrnxwvHfTm5DknQaYSSI06rInMkZ5Mj%2FviM8Z%2FbpSFRVVUG2rVlGpmYMsClpOS49hWz4cCFRKWiS%20lhzrcMT%2FafuXoiK5UzMGkIqy6z7tt5Vta5bZ9FuloMnacbr68o0T2xDCUB6Nioa58W6fa75da%2Fuk%20dXF3Pmc0W%2BHuxgEAFr%2Bv6UGdMFk3cQTrj1Vi8b4qkTlHq2bRL6UTBva7Bd173YLk1CE2%2BfLucK24%20CL%2Fs3oqDP2Zj14%2F7cODsFdHIGadV4cFRQzDthTeFUpY7Mj%2FCsHHTMC49BV98%2FytKS4px6IevsXPr%20Bmz%2Bfq9gAkpLjsXCd5f5JQimvLQEjz8w2CarQatmsWZsS2Frc%2BqyHspVVzyOISXhLCgD7%2FL5zfXn%20O6PZF%2FC4HoCdjFTAkgnw32OV2HZWb7f8jkpBo0NUMFpGaREaGoJQdRCio8S2uppaA6qrK1FZY0DB%201UJU1xpQWG5wGB5oFWiP3n3RIro1amsqoa%2BuRFlpKQquXELmV9twpqAaWjUruoZWzWL04Fts0mN8%20BeE5rHrzBTz32rs23yVJp8H6sVGCrZTOrYHi83y%2FVuVrrj%2FfGV6ZM5i%2Bn0%2B4X8RVAZ2tMBtCwllw%20Q6LAdQ%2BxyR%2FPKTbiUJ4ex%2FINOHiVRlFZjVdqR3mKdSeSgf1uQf8hGeiddpcoWa%2B6uhL7vv0v7rh%2F%20ilc%2FlxCCLZ8twZy58%2BxGok1PjcDLd0QitG4kY45Wgt1U6FeR8nEqmB4TP%2B2YnhOguOMlr2jMKxch%20tWXEuGIwSG29KcPdiTgJYcD3CQd3Y6iwa7Q9TBzBhVITyvU8Kg088htMMWpMBGoFBbXScsMigmmE%20BtFoFcpCxVIoqjKjsIpDWS2PkmoOhZVmlOt55FeYcfYaEUQwPDUJI%2B6%2BGxFaLaJ0cYjt1BWxHZMc%20LvKMRiM%2BXjgby1aswoZtO70WZlhdXYnVb7%2BIZStW2RVokk6Dt4dFCI96cATsjhK%2Fb3AG2MnPD46A%20clqW265SR3htFWY%2Bup6Yv5snavO0cAGJUoJPUINvHwzSOsgm2NYXmDiCkavzhcrW49JT8Oyr7zqN%20yirOv4TVS17G%2B6vWoajS6HH5oYYQnsO%2BnV%2Fh8xXvY1PWz3anK3FaFebdHo4xKaFQ1D2FqCIjFOuv%20giow2Bzva7ieYaL9ogCAvfNVsD3GeE1fXruQL3f8IyEMiFYBEq0EwlmQcBZEzQBKGkRdN3FX0gBL%20AWYCGC2fR9XwgJEHVcNZItZDWBANYzlHzYBoGNHEv7HJDLCIov9NiWjfrh1aaCNRW1ODszlnkXsh%20T1TMrVe8FtOmTMZtI8cLcZ4ufTdCcOHsCez%2Bei1278rCd%2FtPOZxLD%2BqkxqTe4aKoe3AE7K5SSyn7%20QFQJdzM%2F31O8atfyWj0Af8JYYi9NY1oJos0pNmLRnuvYeLLKYQKhSkFjaIIarcNYm4WfVs2ie0cd%20WreMRHRUFDQaDVSqYASr1bheeg3V1dUoLilB7oU8XLha4TQHLEmnwYSUYNzbPRRxEQ3iJOpC75hd%20gd0UxN38fE%2FxugHWuHkG4c82KFTrQT2AQECilDA90FI0zzJxBEfzDcgpMqK42mLViNYwSIhRokfr%20IOGxCwCnrhrw1ckqfP8nHG4m7ApJOg166hjcGh%2BMWzuqxeIEAAMP5lA5mH1lgd21Bg7y8xOHQjnq%20Pa%2FryusXbG49gEDD9QwDN7CF0wVdU1QaeBy6pMfxfANOFxpRUGlGOadCda0BrUMsj%2BewIBqtw1iE%20q2h00CqQEKNEUoxSWLmLO0VAn68FfaISzLHKgG4E0hB%2F%2BvN94tIy71tOzD8uEbV5mmsTKPg4FcgN%20avDtgkEiWEBdNwcrM4EqM4MuMIA6VwOq3Ay%2BWwj4zhrwHYO9VqKRquJA%2F14D6nwNmN%2BqAr5pcmMa%20JnBaYQc%2BCbbfdJ9oyicX9SQO4G%2BBigbfPhh8fDBIyyDw7VSixZpdDDyocjOoIiOo6ybQF2pBFRgC%20%2Flh3SgD8%2BT6pfU4pgqnG%2BwJY6wH4a1%2BAgKDnLZkNDZ4cJIQBQlmQukqGVF3SI2o4S5zuX%2FAP12F%2B%20vg%2BDTnyWdcckDKHouJtFbeaBLZodNf5Xg6riQBUYQOfpQefpLaOldcT8C4qUhDAwDxSv8um4m0X1%209n2BT9ND2TteAqgGwgyiwQ1zkLkq85eAGxYtns5QjOU%2B%2BxifCtWf%2BwLI%2BB5v5Od7im8T7gGwA2aA%20ChankjisByAjaWzy84Mj3M7P9xSfC5UKjqCYATNFbd7aF0DGf9jNzx8w02tBJ03hc6ECANNjLKjo%20BFGbo3oAMhLEXn5%2BdAKYHmP91gW%2FKIWiGarxhNtZPQAZaWE3P%2F%2BOl7wadNIUfhvSmLg%2BFJ0o3i7c%20UT0AGelgNz8%2FcajXg06awq%2FPXva2ZwG2wTzHzo7CMtLCZqdxVmW5j37Gr0KlI9o2a18AGf%2FisN5%2B%20RFu%2Fpz37fTXD9JkEKrytqK1xhQ4ZCcBQlvvSACq8LZg%2BkwLSHb8LlVIE2%2B4LEKME19c%2F1ZdlXIPr%20G24T6uhrf74zAmIfshsHMDjyHxcHIFVICGPZs7YB%2FvDnOyNghkw5DkC6BMqf74yACVWOA5AmgfTn%20OyOgriE5DkB6BNKf74yAClWOA5AWgfbnOyPgznY6ZYwcByAFHPjz6ZQxAeqQmICrgWZYOQ5AAjjy%2059MMG%2FDRFJCAUAE5DiDQSMWf7wxJCBWQ4wACiVT8%2Bc6QjFDlOIDAICV%2FvjMkI1RAjgPwOxLz5ztD%20UkKV4wD8i9T8%2Bc6QlFABOQ7AX0jRn%2B8MyQkVcBAH0OhHlWke3OBIyfnznSFJodqNA%2BgTLscBeAk%2B%20TgWuj3g6JQV%2FvjMkKVRAjgPwJVL15zvDJ0XSvAEVHEGZf%2FmCmL9%2FRWizxgEwv1UFsGd%2FbbiuIZL1%205ztD0p3jOTMxfToSpDgn0F3520JFJ0Ax8WvJuEodIdlHP2A%2FDkDGu0jJn%2B8MSQsVsB8HIOMdpObP%20d4bkhQrYiQOQaT4S9OfLyMjIyMjIyMjIyMjIyMjIyMjIyMjIyMjIyMjIyMjI%2FH34f4DnQZLCUbKg%20AAAAAElFTkSuQmCC%20%22%0A%20%20%20%20%20%20%20height%3D%2215.781592%22%0A%20%20%20%20%20%20%20width%3D%2215.781592%22%20%2F%3E%0A%20%20%20%20%3Ctext%0A%20%20%20%20%20%20%20xml%3Aspace%3D%22preserve%22%0A%20%20%20%20%20%20%20style%3D%22font-size%3A40px%3Bfont-style%3Anormal%3Bfont-weight%3Anormal%3Bline-height%3A125%25%3Bletter-spacing%3A0px%3Bword-spacing%3A0px%3Bfill%3A%23000000%3Bfill-opacity%3A1%3Bstroke%3Anone%3Bfont-family%3ASans%22%0A%20%20%20%20%20%20%20x%3D%2221.661425%22%0A%20%20%20%20%20%20%20y%3D%2226.843145%22%0A%20%20%20%20%20%20%20id%3D%22text2990%22%0A%20%20%20%20%20%20%20sodipodi%3Alinespacing%3D%22125%25%22%3E%3Ctspan%0A%20%20%20%20%20%20%20%20%20sodipodi%3Arole%3D%22line%22%0A%20%20%20%20%20%20%20%20%20id%3D%22tspan2992%22%0A%20%20%20%20%20%20%20%20%20x%3D%2221.661425%22%0A%20%20%20%20%20%20%20%20%20y%3D%2226.843145%22%0A%20%20%20%20%20%20%20%20%20style%3D%22font-size%3A11px%3Bfont-weight%3Abold%3Bfont-family%3AArial%3B-inkscape-font-specification%3AArial%22%3EAddThis%3C%2Ftspan%3E%3C%2Ftext%3E%0A%20%20%20%20%3Cpath%0A%20%20%20%20%20%20%20inkscape%3Aconnector-curvature%3D%220%22%0A%20%20%20%20%20%20%20style%3D%22fill%3A%23fd8363%22%0A%20%20%20%20%20%20%20d%3D%22m%2019.392263%2C29.202057%20c%200%2C0.470446%20-0.381554%2C0.852%20-0.852%2C0.852%20H%206.0442638%20c%20-0.470446%2C0%20-0.852%2C-0.381554%20-0.852%2C-0.852%20V%2016.706058%20c%200%2C-0.470446%200.381554%2C-0.852%200.852%2C-0.852%20H%2018.540263%20c%200.470446%2C0%200.852%2C0.381554%200.852%2C0.852%20v%2012.495999%20z%22%0A%20%20%20%20%20%20%20id%3D%22path3%22%20%2F%3E%0A%20%20%20%20%3Cg%0A%20%20%20%20%20%20%20id%3D%22g5%22%0A%20%20%20%20%20%20%20transform%3D%22matrix(0.142%2C0%2C0%2C0.142%2C5.1922638%2C15.854058)%22%3E%0A%20%20%20%20%20%20%3Crect%0A%20%20%20%20%20%20%20%20%20x%3D%2241%22%0A%20%20%20%20%20%20%20%20%20y%3D%2212%22%0A%20%20%20%20%20%20%20%20%20style%3D%22fill%3A%23ffffff%22%0A%20%20%20%20%20%20%20%20%20width%3D%2219%22%0A%20%20%20%20%20%20%20%20%20height%3D%2275%22%0A%20%20%20%20%20%20%20%20%20id%3D%22rect7%22%20%2F%3E%0A%20%20%20%20%20%20%3Crect%0A%20%20%20%20%20%20%20%20%20x%3D%2213%22%0A%20%20%20%20%20%20%20%20%20y%3D%2240%22%0A%20%20%20%20%20%20%20%20%20style%3D%22fill%3A%23ffffff%22%0A%20%20%20%20%20%20%20%20%20width%3D%2275%22%0A%20%20%20%20%20%20%20%20%20height%3D%2219%22%0A%20%20%20%20%20%20%20%20%20id%3D%22rect9%22%20%2F%3E%0A%20%20%20%20%3C%2Fg%3E%0A%20%20%3C%2Fg%3E%0A%3C%2Fsvg%3E%0A)
Links
